






















Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
قائمة المنتجات
نموذج: BLDH-4080
علامة تجارية: Buluoer
تفاصيل التعبئة والتغليف: صندوق فولاذي
نقل: Ocean
مكان المنشأ: مدينة جيانان ، مقاطعة شاندونغ ، الصين
الشهادات: ISO9001
ميناء: Qingdao Port
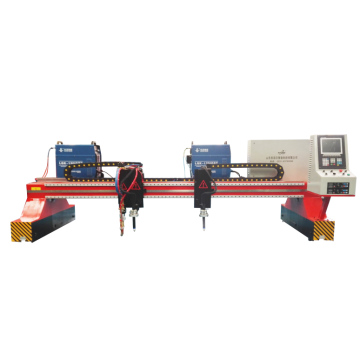
تعمل أدوات الإنتاج شديدة التحمل بتكنولوجيا LongLife التي تقلل من التكلفة لحياة أطول استهلاكًا بشكل كبير وتكاليف تشغيل أقل بكثير. الشعلة قطع الاتصال السريع يجعل تغيير المواد الاستهلاكية بسرعة وسهولة. توفر سرعات القطع المثيرة للإعجاب وجودة القطع المتسقة والحياة الاستهلاكية الاستثنائية لهذا النظام البلازما أداءً موثوقًا به عبر مجموعة واسعة من التطبيقات الصناعية.
قطع اليدوي عدم الاتصال
(1) يتم ربط أسطوانة الشعلة بشغل الشغل ، ويتم ضبط المسافة بين الفوهة وطائرة الشغل على 3 إلى 5 مم. (يتم تبديل مفتاح "اختيار سمك القطع" إلى المستوى العالي عند قطع الوحدة الرئيسية.
(2) قم بتشغيل مفتاح الشعلة ، واشعل قوس البلازما ، واقطع طريق الشغل ، وحرك بنفس السرعة في اتجاه القطع. سرعة القطع هي: فرضية القطع من خلال ، لا ينبغي أن يكون بطيئا. بطيئة للغاية سوف تؤثر على جودة شق وحتى القوس.
(3) بعد اكتمال القطع ، يتم إيقاف تشغيل مفتاح الشعلة ، وتطفأ قوس البلازما. في هذا الوقت ، يتم رش الهواء المضغوط لتبريد الشعلة. بعد بضع ثوانٍ ، يتوقف القذف تلقائيًا. إزالة الشعلة وإكمال عملية القطع.
قطع التلقائي
(1) القطع الأوتوماتيكي مناسب بشكل أساسي لقطع الشغل السميكة. حدد موقف التبديل "Cut Thick Selection".
(2) بعد إزالة أسطوانة الشعلة ، يتم توصيل الشعلة وآلة التقطيع شبه الأوتوماتيكية بإحكام ، ويتم توفير أجزاء التوصيل في الملحقات العشوائية.
(3) قم بتوصيل مصدر الطاقة لآلة القطع شبه الأوتوماتيكية. وفقًا لشكل قطعة العمل ، قم بتثبيت قضيب التوجيه أو قضيب نصف القطر (إذا كان دليل قطع خطي ، إذا تم قطع الدائرة أو القوس ، يجب اختيار قضيب نصف القطر).
(4) إذا تم إيقاف قابس مفتاح الشعلة ، فاستبدل قابس مفتاح التحكم عن بُعد (المضمّن في الملحقات المرفقة).
(5) ضبط سرعة المشي المناسبة وفقا لسمك الشغل. ضع مفتاحي [pour "و [shun" على آلة القطع شبه الآلية في اتجاه القطع.
(6) اضبط المسافة بين الفوهة والشغل على 3 إلى 8 مم ، واضبط الموضع الأوسط للفوهة على شريط البداية لشق الشغل.
(7) قم بتشغيل مفتاح التحكم عن بعد ، واقطع طريق الشغل ، وقم بتشغيل مفتاح الطاقة الخاص بآلة القطع شبه الأوتوماتيكية لقطعها. في المرحلة الأولى من القطع ، يجب أن يوضع التماس القطع في الاعتبار وضبطه على سرعة القطع المناسبة. وانتبه دائمًا إلى ما إذا كان الجهازان يعملان بشكل طبيعي.
(8) بعد القطع ، أطفئ المفتاح البعيد ومفتاح الطاقة لآلة القطع شبه الأوتوماتيكية. في هذه المرحلة ، يتم إكمال عملية القطع بالكامل.
القطع اليدوية
وفقًا للمادة وسمك قطعة العمل ، حدد طريقة القطع الفردية أو المتوازية ، وحدد طريقة القطع المقابلة. تشديد العارضة في المرفق عشوائي إلى ثقب المسمار على حامل الشعلة. إذا كان الطول غير كافي ، يمكن توصيله واحدًا تلو الآخر. لطول نصف القطر المطلوب وتشديده ، قم بضبط المسافة من الطرف إلى فوهة الشعلة وفقًا لطول نصف قطر قطعة العمل (يجب مراعاة عامل الشق). بعد الضبط ، قم بإحكام ربط مسامير الربط العلوية لمنع التخفيف وتخفيف القفص لتشديد البراغي المخرطة. عند هذه النقطة ، يمكن تقريب الشغل.
تطبيق الإنتاج
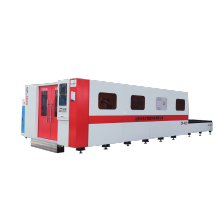
تتمثل ميزة آلة قطع البلازما في أن طاقة قوس البلازما تكون أكثر تركيزًا ، ودرجة الحرارة أعلى ، وسرعة القطع أسرع ، وتشوه صغير ، ويمكن قطع المواد مثل الفولاذ المقاوم للصدأ والألمنيوم.
عدم كفاية قطع البلازما هو أن القوس قوي ، والضوضاء عالية ، والغبار كبير ، وهناك تلوث معين للبيئة. للأغراض المتوسطة والسميكة ، يتم استخدام العديد من عمليات قطع البلازما تحت الماء ، وسماكة القطع محدودة أيضًا. وبالمثل ، فإن تدفق الغاز ، وطول القوس ، وجودة التلغراف ، وحجم التيار ، وسرعة القطع كلها تؤثر على الجودة ، وليس من السهل إدراكها كما هي. يجب ألا يكون مسدس قطع البلازما أكثر من ذلك ، لأن سرعة القطع تكون أسرع ، فمن السهل أن تتأثر بالعوامل المذكورة أعلاه ، ونوعية القطع مختلفة. بشكل عام ، بالنسبة لقطع الألواح الرفيعة ، تكون جودة سطح شق قطع البلازما أعلى من مستوى ملء النار ، وبقايا الشنق نادرة.
في السنوات الأخيرة ، طور المصنعون الأجانب تقنية جديدة تسمى البلازما الدقيقة أو البلازما عالية الدقة ، والتي تم إدخالها من قبل الشركات المصنعة المحلية. التأثير أفضل. من خلال تحسين تصميم لحظة القطع ، يتم تحسين جودة سطح القطع في الشغل بشكل كبير ، ويمكن أن يصل رأس الحافة إلى 0-1.5 درجة ، وهو أمر مفيد بشكل خاص لتحسين جودة القطع للوحة السميكة. بسبب تحسين مسدس القطع ، يتم زيادة عمر القطب الكهربائي عدة مرات. ومع ذلك ، فإن المسافة بين مسدس القطع واللوحة الفولاذية مرتفعة نسبيًا ، ويحتاج مستشعر الارتفاع على مسدس القطع إلى أن يكون أكثر حساسية ، ويكون رد فعل رفع الشعلة أسرع.
لذلك ، فإن استخدام الصفيحة الفولاذية قطع البلازما 4-30 مم هي طريقة مثالية لتجنب أوجه القصور في سرعة القطع البطيئة والتشوه الكبير والقطع الشديد للشق والخبث الخطير. يتم الحصول على فارغة من سمك معين من الفولاذ المقاوم للصدأ أو ما شابه ذلك.
مواصفات القطع
1. لا تحميل الجهد والجهد العمود قوس
يجب أن يكون لإمداد طاقة القطع بالبلازما جهد كهربي عالي بدون حمل للحث بسهولة على الانحناء وتثبيت قوس البلازما. عادة ما يكون جهد عدم التحميل 120-600 فولت ، ويكون جهد عمود القوس عادة نصف جهد عدم التحميل. زيادة الجهد في عمود القوس يمكن أن يزيد بشكل كبير من قوة قوس البلازما ، وبالتالي زيادة سرعة القطع وقطع سمك أكبر من الصفائح المعدنية. غالبًا ما لا يتم تحقيق جهد عمود القوس عن طريق ضبط معدل تدفق الغاز وزيادة الضغط الداخلي للإلكترود ، ولكن لا يمكن أن يتجاوز جهد عمود القوس 65٪ من جهد عدم التحميل ، وإلا فإن قوس البلازما لن يكون مستقرًا.
2. قطع الحالية
تؤدي زيادة تيار القطع أيضًا إلى زيادة قوة قوس البلازما ، ولكنها محدودة بالحد الأقصى المسموح به للتيار ، وإلا يصبح عمود قوس البلازما أكثر سماكة ، ويزداد عرض الشق ، وينخفض عمر القطب الكهربائي.
3. تدفق الغاز
لا تؤدي زيادة معدل تدفق الغاز إلى زيادة جهد عمود القوس فحسب ، بل أيضًا تعزيز ضغط عمود القوس ، بحيث تكون طاقة قوس البلازما أكثر تركيزًا وقوة الطرد أقوى ، وبالتالي تحسين سرعة وجودة القطع. ومع ذلك ، إذا كان معدل تدفق الغاز كبيرًا للغاية ، فسيصبح عمود القوس أقصر ، وسيزداد فقدان الحرارة ، بحيث تضعف قدرة القطع حتى لا تتم عملية القطع بشكل طبيعي.
4. انكماش القطب
يشير الانكماش المزعوم إلى المسافة من القطب إلى الوجه النهائي لطرف القطع. يمكن للمسافة المناسبة أن تجعل القوس يحصل على ضغط جيد في فوهة القطع ، والحصول على قوس البلازما مع الطاقة المركزة ودرجة الحرارة العالية للقطع الفعال. إذا كانت المسافة كبيرة جدًا أو صغيرة جدًا ، فسيتم إحراق الإلكترود بشدة ، وسوف تحترق فوهة القطع وسيتم تقليل قدرة القطع. كمية انكماش عموما 8-11mm.
5. ارتفاع القطع
يشير ارتفاع طرف القطع إلى المسافة من الوجه النهائي لطرف القطع إلى سطح قطعة الشغل التي يتم قصها. هذه المسافة عموما 4 ~ 10MM. لديها نفس كمية الانكماش مثل القطب ، والمسافة يجب أن تكون مناسبة للاستفادة الكاملة من كفاءة قطع قوس البلازما ، وإلا سيتم خفض كفاءة القطع وجودة القطع أو سيتم حرق فوهة القطع.
6. سرعة القطع
تؤثر العوامل المختلفة المذكورة أعلاه تأثيراً مباشراً على تأثير ضغط قوس البلازما ، أي درجة حرارة وكثافة الطاقة في قوس البلازما ، وتحدد درجة حرارة عالية وقوة عالية من قوس البلازما سرعة القطع ، وبالتالي ترتبط العوامل المختلفة المذكورة أعلاه لسرعة القطع. في إطار فرضية ضمان جودة القطع ، يجب زيادة سرعة القطع قدر الإمكان. هذا لا يؤدي فقط إلى زيادة الإنتاجية ، ولكن أيضًا يقلل من مقدار تشوه الأجزاء المقطوعة والمنطقة المتأثرة بالحرارة في المنطقة ذات فترة زمنية محددة. إذا كانت سرعة القطع غير مناسبة ، يتم عكس التأثير ، وتزداد خبث الالتصاق ، وتقل جودة القطع.
اعمال صيانة
1. بشكل صحيح تجميع الشعلة
قم بتركيب الشعلة بشكل صحيح وبعناية لضمان مطابقة جميع الأجزاء جيدًا لضمان تدفق الهواء بالغاز والتبريد. التثبيت ضع جميع الأجزاء على الفانيلا النظيفة لمنع الأوساخ من الالتصاق بالأجزاء. أضف زيت التشحيم المناسب إلى الحلقة O ، والتي تخضع لإشراق الحلقة O.
2. استبدال المواد الاستهلاكية في الوقت المناسب قبل أن تتضرر تماما
لا تستبدل المواد المستهلكة بأضرار كاملة ، حيث ستؤدي الأقطاب الكهربائية ذات الفتحات الشديدة ، والفوهات ، وحلقات الدوامة إلى إنشاء قوس بلازما غير متحكم فيه يمكن أن يتسبب بسهولة في حدوث أضرار جسيمة للشعلة. لذلك ، عندما يتم العثور على جودة القطع المتدهورة للمرة الأولى ، يجب فحص المواد الاستهلاكية في الوقت المناسب.
3. تنظيف موضوع ربط الشعلة
عند استبدال المواد الاستهلاكية أو فحوصات الصيانة الروتينية ، تأكد من تنظيف الخيوط الداخلية والخارجية للشعلة ، وإذا لزم الأمر ، قم بتنظيف أو إصلاح مؤشرات الترابط المتصلة.
4. تنظيف سطح الاتصال من القطب وفوهة
في العديد من المشاعل ، يكون سطح التلامس الخاص بالفوهة والإلكترود سطح تماس مشحون. إذا كان هناك ترابية على الأسطح الملامسة ، فلن تعمل الشعلة بشكل صحيح ويجب تنظيفها باستخدام عامل تنظيف بيروكسيد الهيدروجين.
5. تحقق الغاز وتبريد الغاز يوميا
تحقق من تدفق وضغط الغاز وتدفق هواء التبريد يوميًا. إذا تبين أن التدفق غير كافٍ أو يتسرب ، توقف فورًا للتخلص من العطل.
6. تجنب الضرر الاصطدام الشعلة
من أجل تجنب الأضرار التي لحقت تصادم الشعلة ، يجب برمجتها بشكل صحيح لتجنب اجتياح النظام. يمكن لتركيب الجهاز المضاد للتصادم أن يتجنب بفعالية تلف الشعلة أثناء الاصطدام.
7. السبب الأكثر شيوعا للتلف الشعلة
(1) اصطدام الشعلة.
(2) قوس البلازما المدمرة بسبب الأضرار التي لحقت المواد الاستهلاكية.
(3) قوس البلازما المدمرة الناجمة عن الأوساخ.
(4) قوس البلازما المدمرة الناجمة عن أجزاء فضفاضة.
8. الاحتياطات
(1) لا تطبق الشحوم على الشعلة.
(2) لا تفرط في استخدام زيوت التشحيم على شكل حلقة.
(3) لا ترش مواد كيميائية مضادة للرذاذ بينما لا يزال الغطاء الواقي على الشعلة.
(4) لا تستخدم الشعلة اليدوية باعتبارها مجرفة.

فئة المنتج : آلة قطع المعادن > آلة قطع الألواح السميكة




Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.